Why Is the Precision Cutting of Magnetic Steel Sheets Becoming Increasingly Important?
In electromagnetic devices such as motors, transformers, and inductors, magnetic steel sheets are among the core materials. Whether it is the stator and rotor cores of drive motors for new energy vehicles or the laminated cores of high-frequency transformers, the quality of cutting of these seemingly ordinary thin steel sheets directly affects the efficiency, noise level, and service life of the entire device.
Many people only pay attention to material grades and coating types, but tend to overlook a key link—the precision cutting process of magnetic steel sheets. Different cutting methods may cause magnetic property loss, stress concentration, excessive burrs, and dimensional deviations, ultimately compromising the performance of the complete machine.
Below, we will systematically discuss the topic of "precision cutting of magnetic steel sheets" from the dimensions of material characteristics, common cutting processes, key precision control points, and application scenarios.
Magnetic steel sheets mostly refer to electrical steel sheets, silicon steel sheets, or other thin soft magnetic alloy sheets, with typical characteristics as follows:
- Thin Material GaugeCommon thicknesses range from approximately 0.1mm, 0.2mm to 0.5mm, and even thinner for high-frequency applications.→ Thin sheets are more prone to warping, deformation, and burr formation during cutting.
- Sensitivity to Magnetic PropertiesIndicators such as coercivity, loss, and magnetic permeability of the steel sheets are easily affected by cold work hardening and residual stress.→ Excessive shearing, stretching, or local overheating can damage magnetic properties.
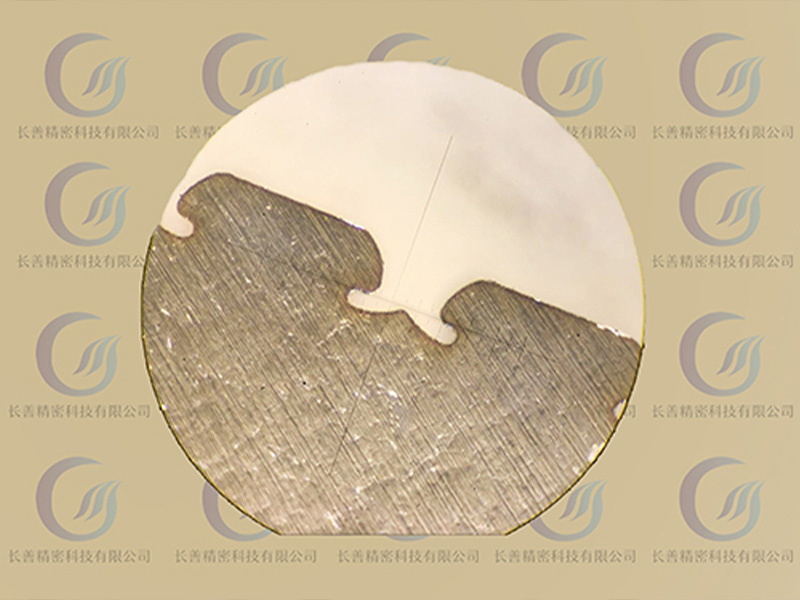
- High Requirements for Edge QualityMotor cores are mostly made by stacking stamped or cut laminations. Excessive edge burrs and uneven dimensions will lead to uneven air gaps, increased noise, and higher losses.→ Precision cutting requires not only high dimensional accuracy but also a "clean" cutting quality.
Therefore, cutting magnetic steel sheets is not a simple "cutting-to-size" task; instead, it requires balancing three factors: dimensional accuracy, edge quality, and magnetic property preservation.

Different cutting processes are selected for parts with different applications, production volumes, and complexity levels. The common methods are as follows:
Mechanical Shearing and Precision SlittingThis includes traditional shears, flying shears, precision slitting lines, etc., which are suitable for cutting large steel coils into strips and sheets.
- Advantages: High efficiency, suitable for high-volume straight-line cutting; mature equipment with relatively low costs.
- Disadvantages: Poor control of tool clearance can easily cause obvious burrs and wavy edges; not suitable for cutting complex contours.
In electrical steel production, many manufacturers are equipped with slitting and cross-cutting lines to accurately cut steel coils into strips and plates of different widths and lengths, preparing for subsequent stamping or stacking. This is also the first step of "precision cutting".
Precision Blanking with Stamping DiesFor regular-shaped parts such as irregular stator and rotor laminations and transformer core laminations, high-speed punch presses paired with precision dies are mostly used for one-step forming.
- Advantages: Stable dimensions and high repeatability, suitable for mass production.
- Disadvantages: Long mold development cycle and high cost; improper design can cause significant cold work hardening damage to the magnetic properties of materials.
To reduce material damage, the die needs to:
- Reasonably design the clearance between the punch and die;
- Optimize the nesting method to reduce waste;
- Adopt high-hardness, high-wear-resistance materials and maintain good sharpness.
Strictly speaking, this method belongs to "blanking", but in the motor and transformer industry, it is regarded as a high-efficiency, high-precision "cutting" process for magnetic steel sheets.
Laser Precision CuttingLaser cutting is increasingly common for trial production, small-batch production, or complex-shaped magnetic steel sheets.
- Advantages: No molds required, high flexibility; capable of cutting complex patterns, suitable for prototype development and multi-variety, small-batch production.
- Disadvantages: The laser heat-affected zone may introduce local stress and structural changes, requiring reasonable parameter control; edge roughness and efficiency are slightly inferior to high-speed stamping.
To minimize the impact on magnetic properties, attention should be paid to the following process points:
- Control laser power and cutting speed to reduce the heat-affected zone;
- Select auxiliary gases suitable for electrical steel (such as nitrogen) to reduce oxidation;
- Optimize path planning to avoid local overheating.
Special Processing Methods Such as Wire Cutting and Electrical Discharge Machining (EDM)For some high-end magnetic materials or parts with large thicknesses and special shapes, wire cutting, form grinding, EDM, and other methods may also be used.
- Advantages: High precision, capable of processing complex-shaped and high-hardness materials.
- Disadvantages: Low efficiency, not suitable for mass production; EDM and other electrical discharge machining methods may introduce surface white layers and microcracks, requiring post-processing.
These processes are mostly used for high-precision prototypes and small-batch special structures, rather than conventional mass production.
When it comes to "precision", many people first think of dimensional tolerances. In fact, precision cutting of magnetic steel sheets includes at least three dimensions:
Dimensional and Geometric Accuracy
- External dimensional tolerances (length, width, outer diameter, inner diameter, etc.);
- Relative positions and concentricity of holes and slots;
- Local shape accuracy, such as tooth slot contours and rotor slot shapes.
Excessive dimensional deviations will lead to assembly difficulties, increased vibration and noise, and local saturation caused by uneven magnetic circuits.
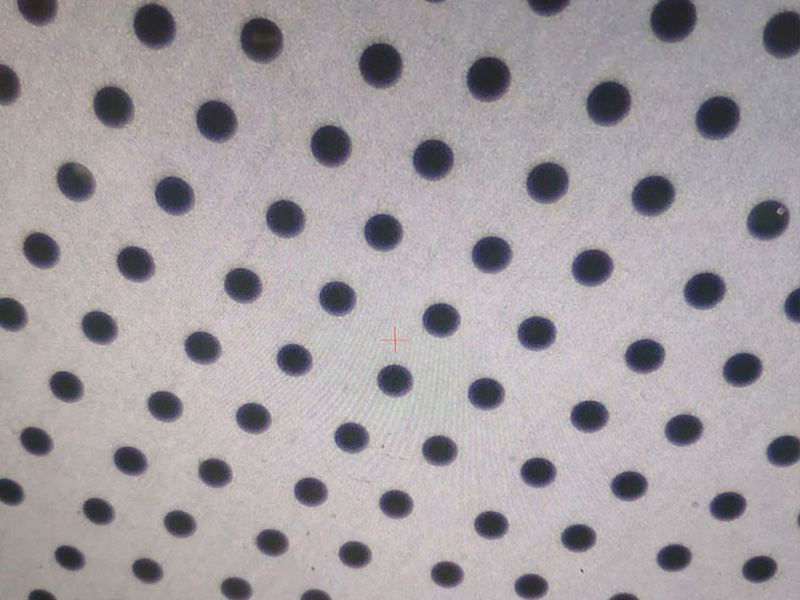
Edge Quality and Burr ControlCommon edge problems of magnetic steel sheets after cutting:
- Excessively high burrs can easily pierce the insulation coating, causing interlayer short circuits;
- Obvious edge chipping and stretching marks increase local losses;
- Non-perpendicular cutting edges cause uneven angles and gaps between laminations.
Precision cutting requires controlling the burr height within the specified range, minimizing the edge plastic deformation zone, and ensuring neat edges.
Preservation of Material Magnetic PropertiesCutting itself is a cold or thermal processing process, which will inevitably form local stress concentration areas and dislocation dense areas. If not properly controlled:
- Magnetic permeability decreases and losses increase;
- Deterioration of local magnetic properties affects the overall core performance.
Therefore, high-quality processes achieve this through:
- Reasonable selection of cutting methods;
- Optimization of cutting/shearing/blanking parameters;
- Arranging post-processing procedures such as annealing when necessary to release stress.
Many people think that advanced equipment is sufficient, but in fact, the real gap comes from detailed control.
Tool and Die MaintenanceWhether it is shearing or blanking, the sharpness and wear status of tools directly determine burr formation and deformation.
- Regularly check tool edge wear and chipping;
- Formulate a reasonable tool grinding cycle;
- Select tool materials and heat treatment processes suitable for electrical steel.
Material Surface Treatment and LubricationIn the blanking and shearing processes, appropriate lubrication can:
- Reduce friction and minimize die wear;
- Reduce surface scuffing and scratches;
- Better protect the insulation coating.
The surface of magnetic steel sheets is usually coated with an insulation layer. The selection of lubricants should balance the requirements of not damaging the coating and not affecting subsequent painting or lamination bonding.
Control of Cutting Heat Input (Laser Cutting, Wire Cutting, Etc.)For thermal processing methods such as laser cutting:
- Control the width of the heat-affected zone by reasonably adjusting laser power, frequency, and cutting speed;
- Optimize the cutting path to avoid prolonged heating in small areas;
- Adopt suitable cooling methods and auxiliary gases.
Magnetic materials after heat treatment are particularly sensitive to "secondary heating that damages the microstructure", so special caution is required in this regard.
Lamination Direction and Grain Orientation CoordinationFor electrical steel with rolling grain orientation, attention should also be paid to the following during cutting:
- How to arrange the main magnetic circuit direction relative to the rolling direction;
- Whether the blanking or cutting path conforms to the grain orientation as much as possible to reduce magnetic property loss.
This is an optimization content combining design and process, which is particularly important in high-end motor manufacturing.
To ensure that "precision cutting" is not just a slogan, a complete set of inspection and monitoring methods is required:
- Dimensional and Appearance Inspection
- Use projectors, coordinate measuring machines (CMMs), and image measuring instruments to inspect contours and hole positions;
- Randomly inspect burr height with special burr measuring tools;
- Visually inspect defects such as edge cracks, chipping, and scratches.
- Random Inspection of Magnetic PropertiesConduct magnetic property tests on sample sheets to verify whether the impact of the cutting process on loss and magnetic permeability is within the acceptable range.
- Process Data Recording and Traceability
- Record the material batch number, die number, cutting equipment, process parameters, etc., for each batch;
- Once quality problems are found, trace them back to the specific process link to facilitate problem analysis and improvement.
Precision cutting of magnetic steel sheets is closely related to the performance of many end products:
- Motor Stator and Rotor LaminationsThere are strict requirements for dimensional consistency, tooth profile accuracy, and burr height. Precision cutting helps reduce motor no-load loss, control noise and vibration, and improve efficiency.
- Transformer Core LaminationsEspecially for high-frequency and high-efficiency transformers, the requirements for core loss are higher. Cores with well-controlled cutting edge quality and stress can achieve lower losses under the same material conditions.
- Magnetic Components Such as Inductors and Magnetic AmplifiersThe shapes are sometimes complex, which may require laser precision cutting or special processing. Good processing technology can ensure magnetic circuit uniformity and long-term stability.
With the improvement of energy-saving standards and motor energy efficiency grades, precision cutting of magnetic steel sheets also shows several major trends:
- Development Toward Thinner MaterialsThe application of thin-gauge electrical steel sheets is increasing, putting forward higher requirements for cutting equipment and processes. How to control burrs and deformation on thinner materials has become a key focus.
- Improvement of Intelligence and Automation LevelsCombining online monitoring, automatic die change, automatic tool grinding, and other technologies to achieve more stable quality and higher output.
- Integration of Flexible Processing and Die FormingFlexible cutting (such as laser cutting) is more relied on in the prototype stage, and high-speed stamping is adopted in the mass production stage, making the entire process more closely connected in the process chain.
- Exploration of Processes with Less Impact on Magnetic PropertiesFor example, milder shearing methods, low-stress blanking technology, and precise annealing schemes after cutting. The goal is to give full play to the material's potential.



 2025-11-28
2025-11-28 Changshan Precision
Changshan Precision





 Home
Home