Laser Processing of Magnetic Steel Sheets: From “Rough Cutting” to Precision Manufacturing
How to cut magnetic steel sheets, is it really that important?
On the production lines of magnetic components such as motors, transformers, and inductors, a common refrain can be heard: "The material was chosen correctly, but the processing technique 'held it back'." This is particularly true for materials like magnetic steel sheets, which are highly sensitive to losses, permeability, and dimensional accuracy. An improper cutting method can significantly undermine the initial material selection efforts.
Among various cutting techniques, laser processing has become increasingly prevalent in the field of magnetic steel sheets in recent years. It is indispensable for tasks such as prototyping, small-batch production, irregular-shaped components, and high-precision trial production lines. So, what exactly drives the success of laser processing for magnetic steel sheets, and what pitfalls should be avoided? Below, we will explore this from several dimensions.
1. The "Special Characteristics" of Magnetic Steel Sheets
Magnetic steel sheets typically include:
Electrical steel sheets (oriented, non-oriented)
Thin sheets of soft magnetic alloys (such as high-silicon steel and permalloy)
Other thin steel sheets used for motors, transformers, and magnetic cores
They share several common characteristics:
Thin thickness
The common thickness ranges from approximately 0.1 to 0.5 mm, and can be even thinner in high-frequency applications. Thin plates are highly prone to warping and edge collapse during cutting.
highly sensitive to stress
Cold working hardening and residual stress can reduce permeability and increase iron loss. Excessive shearing and improper die punching can "damage the magnetic properties.".
Edge quality directly impacts performance
Burr not only may puncture the insulation coating, causing interlayer short circuits, but also leads to uneven gaps between laminations, resulting in increased noise and losses.
It is precisely these characteristics that make magnetic steel sheets particularly "demanding" in terms of processing methods, where the advantages and limitations of laser processing become evident.

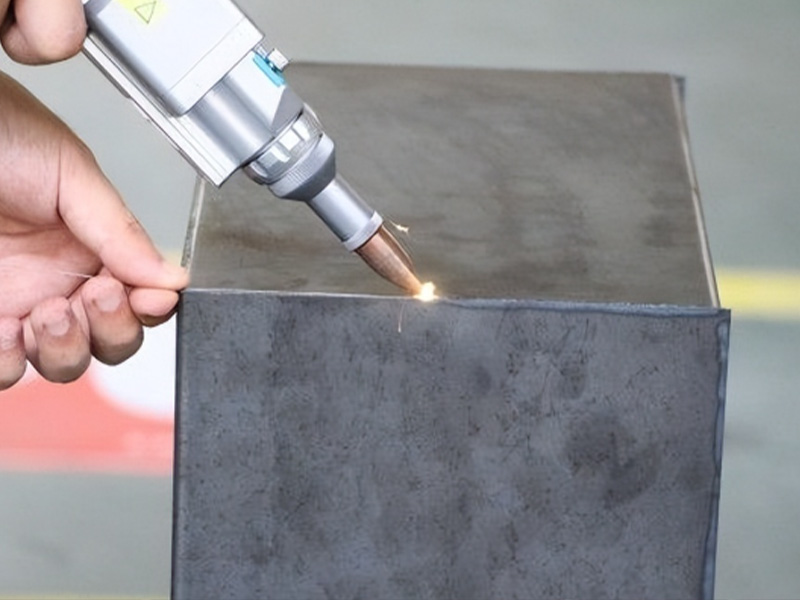
II. Basic Principles of Laser Processing for Magnetic Steel Sheets
Laser processing of magnetic steel sheets is essentially a thermal cutting process:
- A high-energy-density laser beam is focused on the surface of the steel sheet;
- The localized area of the material is instantaneously heated to the melting or even vaporization point;
- Molten metal is blown away with the assistance of auxiliary gas to form a kerf.
Key parameters include:
- Laser type (fiber laser, CO₂ laser, etc.);
- Power level and power control mode (continuous, pulsed);
- Cutting speed and focal position;
- Type and pressure of auxiliary gas (nitrogen, oxygen, air, etc.).
For magnetic steel sheets, the top priority is to minimize the heat-affected zone while ensuring full penetration of the material, thereby reducing damage to magnetic properties and insulation coatings.
III. Advantages of Laser Processing for Magnetic Steel Sheets
Compared with traditional methods such as shearing and stamping, laser processing offers distinct advantages in many scenarios:
High Flexibility: No Molds Required, Ideal for Prototyping and Multi-variety Production
- Eliminates the need for upfront stamping mold development, reducing mold costs and lead times;
- Cutting paths can be directly imported from CAD drawings, allowing for on-demand adjustments to shape and dimensions;
- Particularly suitable for motor prototype development, small-batch production of magnetic cores with special structures, and processing of irregular iron cores.
For R&D teams that frequently modify designs and test different slot or magnetic circuit configurations, laser processing significantly shortens trial production cycles.
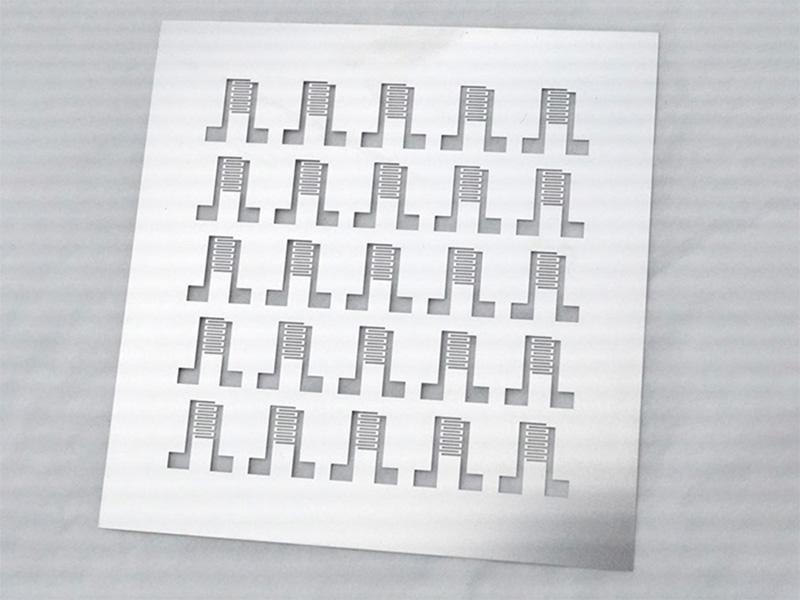
High Precision: Sharp Contours, Capable of Complex Geometries
- Narrow kerfs enable the processing of fine slots, sharp angles, complex curves, etc.;
- Excellent repeatability ensures consistent shape and dimensions for stacked laminations;
- Suitable for manufacturing complex components such as iron cores for high-pole-count motors and small, precision motors.
Laser processing can easily achieve detailed shapes that are difficult to produce with traditional stamping.
Low Mechanical Stress on Materials
Unlike high-force shearing and blanking, laser processing does not extrude materials with mechanical tools, avoiding the formation of obvious shear deformation zones.
This results in the following benefits:
- Minimal cold work hardening at the edges;
- Prevention of severe stretching or tearing caused by improper mold clearance.
From the perspective of mechanical stress, laser processing causes less damage to magnetic properties than low-quality stamping processes.
IV. Potential Impacts of Laser Processing on Magnetic Steel Sheets
As a thermal processing method, laser cutting has significant advantages, but it also presents several issues that require close attention.
Impact of Heat-affected Zone (HAZ) on Magnetic Properties
The area surrounding the laser beam undergoes rapid heating and cooling, forming the so-called heat-affected zone. This zone may experience:
- Microstructural changes (e.g., local tempering, recrystallization, etc.);
- Redistribution of internal residual stress.
If not properly controlled, the magnetic properties of the HAZ may deteriorate, leading to:
- Increased iron loss;
- Decreased local magnetic permeability;
- Impaired overall performance of motors or transformers.
Therefore, controlling heat input is critical for laser processing of magnetic steel sheets.
Edge Oxidation and Damage to Insulation Coatings
Using oxygen as the auxiliary gas improves cutting efficiency but tends to form an oxide layer on the cut edges and even burn the surface insulation coating.
This can lead to:
- Reduced interlaminar insulation performance and increased eddy current loss;
- Lower insulation reliability of laminated iron cores.
To address this, many processes use nitrogen or high-pressure air for cutting to minimize oxidation. Additionally, optimizing focal position and cutting speed helps ensure milder heating of the insulation coating.
Kerf Surface Roughness and Micro-burrs
Although laser cutting theoretically produces minimal burrs, suboptimal parameter settings or poor equipment condition may still result in:
- Dross adhesion and micro-burrs;
- Rough kerf surfaces that affect the lamination fit.
This requires continuous investment in process debugging and equipment maintenance.
V. How to Optimize Laser Processing for Magnetic Steel Sheets?
Select the Appropriate Laser Type and Power
- For common electrical steel sheets with a thickness of 0.2–0.5mm, a fiber laser paired with a suitable spot diameter is sufficient;
- High power is not always desirable; instead, power should be matched to cutting speed and sheet thickness to minimize heat input while ensuring full penetration.
Optimize the Auxiliary Gas Solution
- Balance cutting efficiency and edge quality;
- For products sensitive to magnetic steel sheet properties and coatings, prioritize nitrogen cutting to reduce oxidation risk;
- For cost-sensitive applications with less stringent magnetic performance requirements, high-pressure air cutting can be adopted after thorough validation.
Fine-tune Process Parameters
Key parameters to adjust include (but are not limited to):
- Focal position (the position of the focal point within the sheet thickness has a significant impact on kerf shape);
- Cutting speed (excessively low speed causes over-burning, while excessively high speed leads to dross formation);
- Duty cycle and pulse frequency (these factors have a more pronounced effect in pulsed mode);
- Acceleration/deceleration strategy (reduce speed appropriately at corners and fine structures).
Typically, a set of stable parameters is developed through comprehensive evaluation of test samples, including microscopic inspection, magnetic property testing, and visual examination.
Implement Post-processing When Necessary
For high-performance products, consider the following post-processing steps:
- Deburring and light polishing after cutting;
- Stress-relief annealing (evaluate the impact on coatings and dimensions beforehand);
- Random inspection of the insulation status of cut edges; perform local recoating or add insulation layers if needed.
VI. Typical Application Scenarios: Laser Processing as a Critical Supplement, Not a Complete Replacement
In the manufacturing of magnetic steel sheets, laser processing primarily serves as a flexible, high-precision supplementary process:
Prototype Development and Small-batch Trial Production
- Testing of stator and rotor laminations for new motor models;
- Processing of prototype transformer cores with special dimensions;
- Rapid conversion from design drawings to physical parts, reducing mold investment.
High-end, Niche Products
- High-performance special soft magnetic alloy components;
- High-value-added products with frequent design changes that are not suitable for mass stamping production.
Leveraging the flexibility and precision of laser processing to meet differentiated demands.
Magnetic Cores with Complex or Non-standard Structures
- Special magnetic circuit designs, multi-slot and multi-hole structures;
- Local fine and narrow structures, irregular contours.
Laser processing is often more cost-effective for manufacturing structures that require expensive, difficult-to-produce molds.
While high-speed stamping remains the dominant method for mass production of standard motor and transformer iron cores, laser processing is playing an increasingly important role in R&D, trial production, and the manufacturing of high-end, specialized products.
Translation Instructions
- Terminology Standardization
- The core terms are unified throughout the text, such as magnetic steel sheets, heat-affected zone (HAZ), kerf, etc., which conform to the professional expression habits of the laser processing and electrical engineering industries.
- The Chinese colloquial term "烧一刀" is translated into the corresponding technical description of rough cutting characteristics, avoiding literal translation and ensuring the accuracy of the technical text.
- Sentence Structure Optimization
- Long Chinese enumerative sentences are converted into English bullet points to improve the readability of the document.
- The implicit logical connections in Chinese are supplemented with English conjunctions (such as while, thereby, if), making the logical relationship between sentences clearer and in line with the expression habits of English technical articles.
- Title Processing
- The title structure is adjusted to the "modifier + core noun" mode commonly used in English technical documents, and the hierarchical relationship of the title is clear, which is convenient for readers to quickly locate the content.



 2025-11-28
2025-11-28 Changshan Precision
Changshan Precision





 Home
Home