Stay updated on industry insights and follow Chanshan Precision's latest developments
 2025-11-28
2025-11-28
 Changshan Precision
Changshan Precision
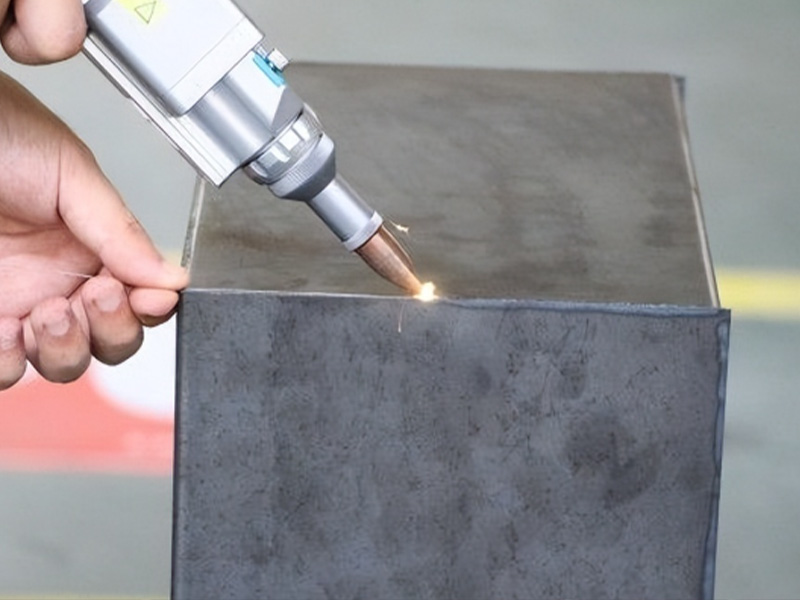
The welding processes of metal laser welding machines mainly include laser cutting, laser quenching, metal laser spot welding, as well as heating workpieces with high-energy and high-intensity laser beams to achieve welding. These processes are mostly adopted for welding general metal materials and structures.
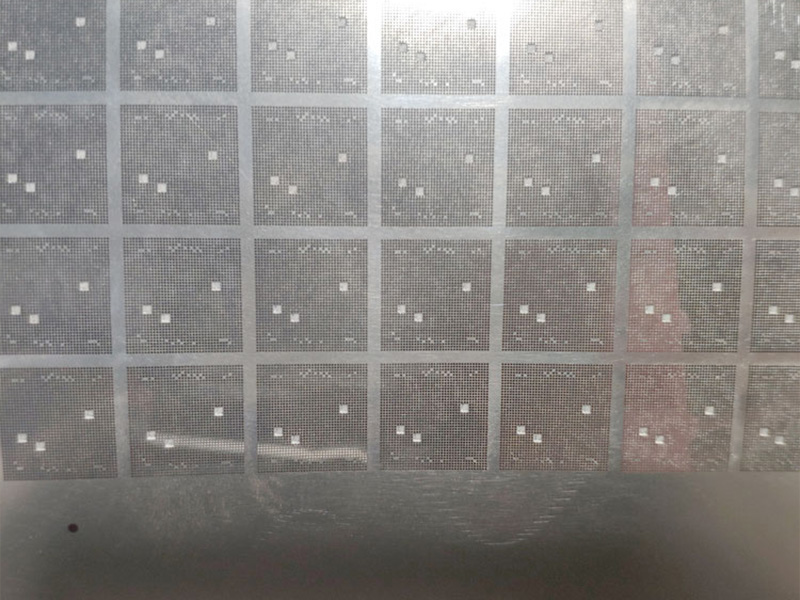
Metal Laser Spot Welding: It adopts high-energy and high-intensity laser beams to perform point heating on components so as to fill the weld seams. This process features low heat input and a narrow heat-affected zone.
Metal laser spot welding produces narrow weld seams, deep penetration depth and high deposition rate.
I. Preparations Before Laser Welding
Before laser welding, the equipment shall be adjusted and tested as required, and the workpieces shall be cleaned.
1. Design and Selection of Welding Heads: It depends on the size, shape and material of the components, and there are usually the following design methods:
2. Selection and Arrangement of Nozzles: Nozzles can be divided into continuous type and pulsed type. The former is suitable for workpieces with small areas or low welding speeds; the latter is suitable for workpieces requiring high-speed welding.
II. Precautions During Welding
During laser welding, if the laser beam direction is perpendicular to the welding direction, the weld seam will be more uniform and the penetration depth will be greater.
Laser welding equipment varies according to different materials.
III. Prevention and Elimination of Workpiece Deformation
Workpiece deformation during laser processing is generally characterized by large deformation amplitude and severe distortion.
1. The geometric design of laser-welded workpieces is an important factor to ensure processing quality, which can also ensure full filling of the molten pool and prevent poor deposition.
2. Workpiece positioning accuracy is the basis for ensuring machining precision;
3. Controlling workpiece deformation can reduce welding distortion;
4. Ensure the accuracy of welding structure and dimensions, control weld seam formation and prevent welding defects.
IV. Protection of Workpieces Against Laser Radiation
With the continuous operation of lasers, certain damages may be caused to workpieces during welding, such as surface burning, surface contamination and excessively large heat-affected zone.
During the operation of laser welding machines, especially in continuous operation, workpieces will suffer varying degrees of damage due to the radiation and reflection of laser beams.
In practical applications, to avoid damage caused by the interaction between workpieces and laser beams, corresponding measures shall be taken to maintain an appropriate distance and direction between the laser beam and the target area.
To reduce the deformation and stress caused by laser beam impacting on the workpiece surface, the “spot welding” process can be adopted: first, maintain an appropriate distance between the workpiece and the laser beam during spot welding; then perform spot welding at multiple points and keep the spot welding area at a certain angle to the laser beam. Good protection effect can be achieved by heating the metal layer with laser beams during spot welding or irradiating the spot welding area with high-power laser beams.
V. Process Parameters and Welding Speed
The welding speed of laser welding machines is mainly determined by the output power and laser energy of the laser generator. The higher the power, the higher the cutting efficiency, the thinner the weld seam, and the lower the surface roughness of the weld seam.
Therefore, Shiniu Laser reminds us that it is crucial to select a reasonable output power and laser energy density for laser welding machines.
Under normal circumstances, the power should preferably be controlled below 25W.
If the workpiece thickness is less than 5 mm, low-current welding mode can be adopted.
![]() 400-8188-860
400-8188-860
![]() 130-3889-2257
130-3889-2257

Scan the QR Code

WeChat Official Account
Copyright © 2025 Dongguan Chanshan Precision Technology Co., Ltd. All Rights Reserved
Technical Support:sysx



 Home
Home